Панелегибы CFI серии LHA-PA
Warning: Undefined variable $file_url in /home/h808143366/h808143366.nichost.ru/docs/wp-content/themes/murata/single-post.php on line 81
Характеристики
Высота борта до 400 мм!
PA 15 осей PAS 18 осей
| Модели | |
| LHA-1400PA | |
| LHA-2000PA | LHA-2000PAS |
| LHA-2500PA | LHA-2500PAS |
Описание PA (PDF)
Описание PA+ (PDF)

Лизинг с первым
взносом от 0%
взносом от 0%

Станки в наличии
на складе
на складе

Своя сервисная служба, русские инженеры
Описание
Видео
Фото
Тех. характеристики
Оплата
Доставка
Вопрос-Ответ
-
Станки изготавливаются на собственном (не так уж часто для Китая) производстве (обработка станин, изготовления инструментов и т.д.) собственная конструкторская, инженерно-технологическая службы, ОТК с немецким и японским измерительным оборудованием, внушительный штат разработчиков-программистов.
-
Мощная литая чугунная станина собственной разработки (не сварная из труб, уголков, швеллеров, кусков листового металла).
-
Суммарная мощность двигателей в два раза выше, чем у «коллег» при среднем энергопотреблении 1-4 квт/час в зависимости от модели.
-
Инструмент секционный с мелкой нарезкой из хромо-молибденовой стали с добавлением ванадия - 5 раз более прочный, чем обычный. Изготавливается на электроэррозии с точностью 0.005 мкм = Точность гибки. у «коллег» обычный инструмент из C45 (матрицы листогибочных прессов) точностью до 0,2 мм.
-
Минимальные размеры деталей 140х190 мм стандартно. Возможности гибки. у большинства «коллег» от 210х270 мм до 400х400 мм. (2 видео изготовление детали с замыкающим размером 110 мм).
-
ПО для ЧПУ и драйверов собственной разработки. Одновременное управление от 15 до 32 осей единовременно = выше производительность. У «коллег» от 12-13 осей.
-
Минимальная толщина 0,35 мм. у аналогов 0,4-0,5 мм Изготовление металлической мебели на панелегибе LHA 2000PC.
-
Прижимной инструмент с пневматической фиксацией. у «коллег» обычное (не быстрое) механическое крепление - процесс смены занимает дольше требуется высокая дисциплинированность и квалификация персонала.
-
5 вариантов позиционирования заготовки. у «коллег» два, как правило, - возможности и точность гибки.
-
Автоматические системы защиты от некорректной работы: определения толщины листа, касательной нагрузки и тд = безопасность. как правило, нет у «коллег».
-
Уникальные опции – ход гибочной балки – макс высота борта 400 мм!!!!, подьем детали по высоте на 60 мм – при отрицательных гибах и многое другое Гибка на панелегибе CFI-Lanhao с подьемом детали.
-
ЧПУ программируемые сапожки - стандарт Lanhao, опция у «коллег». Угол гиба за 1 шаг +/- 140 градусов, за 2 шага +/- 157 градусов (угол прижимного инструмента 26,5 градусов стандартно, опционально 15 градусов). У «коллег» +/- 130 градусов.
-
Автоматическая система определения погрешности размеров заготовки=точность деталей. нет у «коллег».
-
Изначальная подготовка к роботизации (можете подключить робота CRP, Estun, Yaskawa и др. в течение всего срока службы станка). У «коллег» необходимо покупать эту опцию изначально. (добавить видео с роботами).
-
Многолетний опыт по изготовлению самых сложных деталей.
-
Многочисленная и профессиональная сервисная служба. Склад запчастей на все выпущенные модели.
-
Специальная упаковка для международных перевозок.
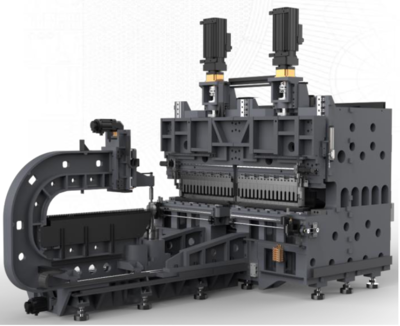 |
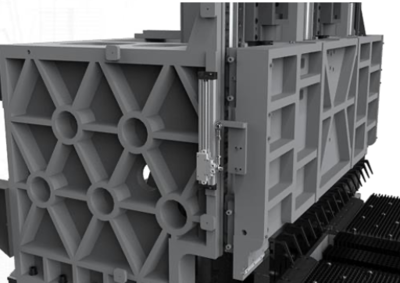
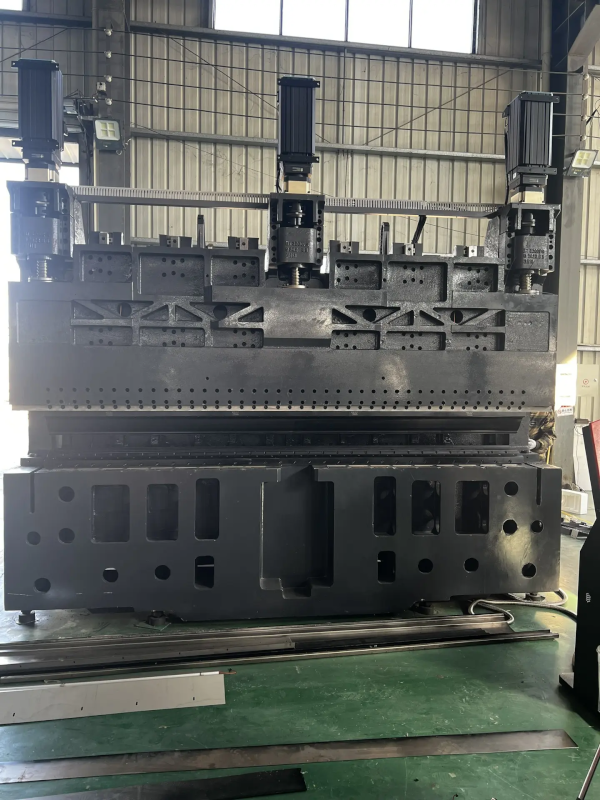
Литая станинаПроектирование. Во время разработки проводится анализ напряжений и деформаций станины методом конечных элементов в CAE ПО. Рама имеет стабильную треугольную конструкцию соединения, что в значительной степени гарантирует стабильность при тяжелых ударных нагрузках. Литье. Для изготовления станины используется высококачественный чугун QT500-7 и серый чугун HT250, отливки измеряются с помощью контрольно-измерительных приборов. Снятие внутренних напряжений. Для литья используется высокоточная печь с регулируемой температурой, которая выполняет несколько процессов отпуска, отжига и других процессов термообработки в соответствии с температурной кривой, соответствующей материалу. Затем выполняется долговременная полночастотная обработка вибрационным старением. Такое тщательное снятие внутренних напряжений станины упрочняет ей, исключает трещины и гарантирует длительный срок службы. Каждая отливка имеет маркировку, которая информирует о дате производства и модели станка Высокоточная механическая обработка станин осуществляется методом фрезеровки на высокоточных многоосевых обрабатывающих центрах за один установ для достижения высокой точности. |
|||||||||
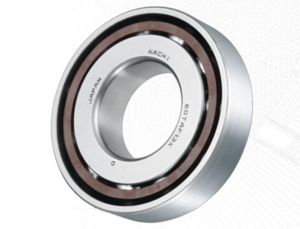
ПодшипникиОригинальные японские высоконагруженные специальные подшипники NACHI 60TAF13X с диаметром шарика до 16 мм. Каждая ось имеет 12 подшипников. |
 |
|||||||||
 |
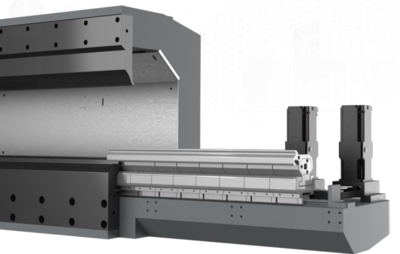
ШВПШВП YIGONG тяжелого типа 8020 для стабильной передачи и высокой точности производства компании Nanjing Technical Equipment - топового производителя шарико-винтовых передач в Китае. |
|||||||||
Линейные направляющиеВысокоточные высоконагруженные линейные направляющие YIGONG: P3 класса точности, 55-го типоразмера. Компания Nanjing Technical Equipment является поставщиком для военной техники Китая. |
 |
|||||||||
 |
СервоприводаСовместно разработана полностью замкнутая система с приводами мощностью до 22 кВт (по Y), идеально сочетается с системой управления и обладает самой высокой эффективностью в отрасли. Панелегибочный станок с сервоприводами — это быстрое и точное негидравлическое решение для гибки листового металла, обеспечивающее производительность, точность, повторяемость и надежность. |
|||||||||
Планетарные редукторыВысокоточные планетарные редукторы со спиральными зубьями, обладают большой несущей способностью. |
 |
|||||||||
 |
Центрирующее устройствоГруппа опорных штифтов позволяет позиционировать деталь с осью гибки до того, как её захватил зажим. В зависимости от конструкции детали опорные штифты перемещаются симметрично или асимметрично на максимальную или минимальную дистанцию с помощью шарико-винтовой пары. Контрольная группа состоят из 4-контактных опорных штифтов прямоугольного сечения, которые расположены напротив друг друга под углом 90°, и одной пары кругло сечения с правой и с левой сторон стола. Расположение опорных штифтов устанавливается оператором во время программирования. Круглые штифты используются для позиционирования тонкого листа. |
|||||||||
Зажим листаВыполняет функцию надежного крепления заготовки между двумя прижимами, её вращения с нужным углом поворота и подачи заготовки в зону гибки по заданной программе посредством мощных серво двигателей. Вращательное движение зажимов осуществляется независимыми друг от друга серво двигателями. Верхний прижим имеет полиуретановую накладку, которая не оставляет следов на заготовках. Прижимная рука имеет систему защиты от столкновений, что исключает её поломку. Опционально может оснащается функцией подъёма прижимной ноги для извлечения заготовки из зоны гибки после выполнения отрицательных гибов последним при завершении процесса. Процесс работы: привязка листа, фиксация, определение необходимого поворота листа в исходное положение, расположение листа в области гибки, последовательные перемещения между этапами гибки, возврат согнутого листа в исходное место для его выгрузки. Манипулятор с зажимами располагается в центральной точке относительно гибочного инструмента и расположен перпендикулярно оси гибки. Его движение вперед и назад выполняется с помощью системы ШВП с приводом от серводвигателя, размещенного на корпусе каретки, по линейным направляющим, размещенными под манипулятором. Вращательное движение зажимов осуществляется независимыми друг от друга серво двигателями. Место, где движется скоба с зажимом закрыта жёсткими щётками, которые препятствуют попаданию посторонних предметов в проём между столами. |
 |
|||||||||
 |
Рабочий столРабочий стол по всей площади имеет щёточные и шариковые блоки для облегчения движения заготовки. На краю стола так же располагаются шариковые блоки для облегчения загрузки листов большого размера. |
|||||||||
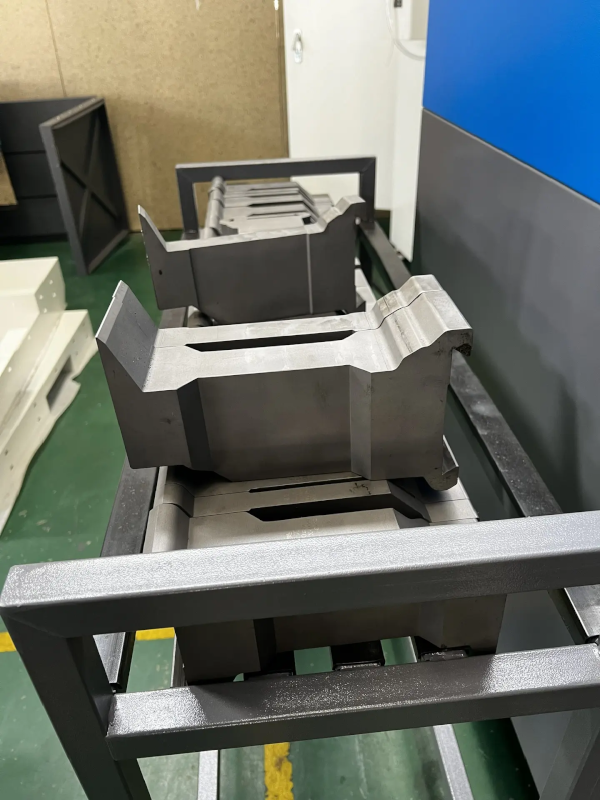
Запатентованный инструментТочность инструмента определяет точность изготавливаемой детали. Гибочная оснастка обрабатывается на 28 электроэрозионных станках производства японской компании «Fanuc». Это самый большой парк подобных станков в инструментальном производстве в Азии. Общая точность верхнего сегментного прижимного инструмента до 0,005 мм (для сравнения у многих аналогов всего 0,02 мм). Используется объемная термообработка для большей твёрдости и износостойкости. Применяются специализированные стали cr12mov или 42crmo. Каждый инструмент имеет своё уникальный код, по которому можно отследить его производство и конфигурацию. Благодаря многоступенчатому контролю повышается качество инструмента. Система пневматического крепления инструмента позволяет за небольшое время сменить верхний прижимной инструмент, экономя много времени (получен патент). В состав инструмента входят ЧПУ приводные сдвижные прижимы хорны ("сапожки"), справа и слева. Инструмент имеет секционную нарезку в зависимости от модели. Например, LHA-2000PA:
|
 |
|||||||||
 |
Автоматическая система централизованной смазкиПрименение автоматической системы смазки позволяет с точной дозировкой смазывать трущиеся поверхности оптимальным количеством смазки без участия оператора.
|
|||||||||
Система определения толщины листаТолщина листов определяется в режиме реального времени в процессе гибки с помощью нажатия инструмента. Если фактическая толщина не соответствует запрограммированной толщине, система немедленно завершит работу всего за 0,01 сек, и подаст сигнал тревоги. Это играет важную роль в защите оборудования, снижении отказов оборудования и продлении срока службы, а также может предотвратить получение брака.Система обнаружения смещения нагрузкиСистема может своевременно обнаруживать и останавливать работу программы в случае одностороннего изгиба заготовки или попадания посторонних предметов под инструментами, что положительно влияет на снижении отказов оборудования и продлении его срока службы. |
 |
|||||||||
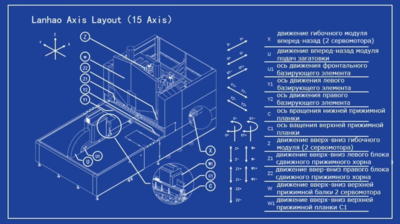 |
Много осевая одновременная связьСобственная разработка. В панелегибах CFI реализована настоящая много осевая одновременная связь. Каждая отдельная плата управления поддерживает параллельную связь по 32 осям, одновременно опрашивая и получая обратную связь, например, от серводвигателей, оптических линеек и т.д. И позволяет реализовать бесконечный каскад. Данный метод на несколько порядков ускоряет работу всех элементом и в целом всего гибочного комплекса, по сравнению с другими производителями, использующими шину данных с последовательным опросом/обратной связью.15 осей управленияНа шесть осей больше, чем у аналогов. +3 дополнительные оси для позиционирования. +2 оси для держателя заготовки. Таким образом сохраняется устойчивый контакт с поверхностью панели при захвате, препятствую смещению во время движения и не допуская появления царапин на поверхности. + 1 ось - вращение оси C (верхняя пята). Ось вращения подачи имеет независимые верхнюю и нижнюю оси вращения, которые могут быть синхронными или асинхронными и могут гибко реализовывать более сложную обработку заготовки. Позволяет обрабатывать выемки, тисненые и другие сложные панели (получен патент). Дополнительные 2 оси DA используются для позиционирования дополнительного нижнего инструмента – гибка окошек или выступающей частей деталей находящих не на одной линии гиба.Система компенсации прогибаПанелегибочный комплекс оснащён клиновой системой компенсации прогибы |
|||||||||
Электрический шкаф управленияОтдельно стоящий шкаф управления имеет колёса для перемещения. Внутри расположены: плата управления ЧПУ, контроллеры на каждый серво двигатель и автоматические выключатели. Шкаф оснащен системой поддержания температуры внутри него. |
 |
|||||||||
 |
Система ЧПУ
|
|||||||||
Программное обеспечение
|
 |
|||||||||
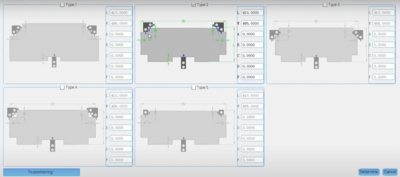 |
ПозиционированиеУстановка и позиционирование заготовки производится в 3 этапа:Центровка: один раз и навернякаМеталлический лист центрируется только один раз в начале процесса гибки. При составлении программы есть возможность выбрать 5-ть вариантов позиционирования листа при помощи опорных штифтов. В зависимости от конструкции детали опорные штифты перемещаются симметрично или асимметрично на максимальную или минимальную дистанцию с помощью шарико-винтовой пары.Автоматический зажим листаЗажим листа — это целая система, которая обеспечивает манипуляцию листом в зоне гибки. Он выполняет функции позиционирования листа перед гибкой. Стандартно применяется мощный держатель прижима заготовки. Это эффективно предотвращает царапание и разбивание панели. Лист фиксируется с помощью верхнего и нижнего зажимов. Процесс работы: привязка листа, фиксация, определение необходимого поворота листа в исходное положение, расположение листа в области гибки, последовательные перемещения между этапами гибки, возврат согнутого листа в исходное место для его выгрузки. |
|||||||||
Составление программы:Вариант 1- Загрузка 3D моделей на станок или в имеющийся Off-line ПО на отдельном компьютере для технолога. |
 |
|||||||||
| - Автоматический расчет последовательности гибки и расчет 3d развертки. | 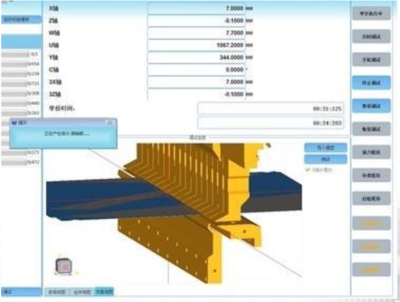 |
|||||||||
| - Графическая 3d симуляция | 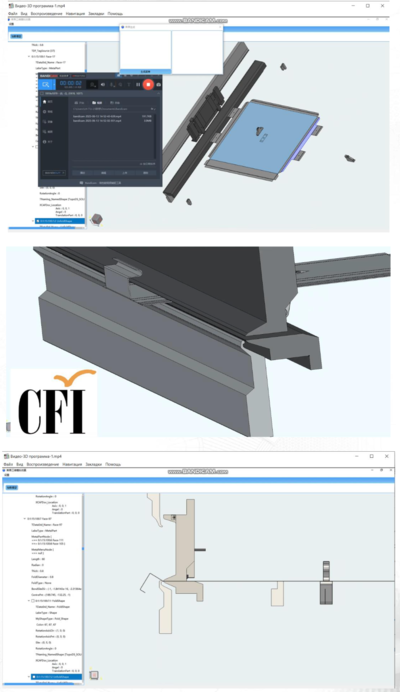 |
|||||||||
 |
Вариант 2Создание профиля детали с указанием размеров отгибаемых полок и углов. Возможность выбора из библиотеки профилей |
Warning: Undefined array key "columns" in /home/h808143366/h808143366.nichost.ru/docs/wp-content/themes/murata/functions.php on line 363
Warning: Undefined array key "size" in /home/h808143366/h808143366.nichost.ru/docs/wp-content/themes/murata/functions.php on line 366






















| Параметры | LHA-1400PA | LHA-2000PA | LHA-2500PA | LHA-2500PAS | LHA-3200PAS | ||
|---|---|---|---|---|---|---|---|
| Макс. скорость гибки | 0.2 сек/гиб | 0.2 сек/гиб | 0.2 сек/гиб | 0.2 сек/гиб | 0.2 сек/гиб | ||
| Макс. ширина гибки | 1400 мм | 2000 мм | 2500 мм | 2500 мм | 3200 мм | ||
| Макс. высота гибки | 170 мм (300 мм) | 170 мм (300 мм) | 170 мм (300 мм) | 170 мм (300 мм) | 170 мм (300 мм) | ||
| Номинальное напряжение | 380 В | 380 В | 380 В | 380 В | 380 В | ||
| Общая мощность двигателей | 40 кВт | 72 кВт | 72 кВт | 148 кВт | 103 кВт | ||
| Средняя мощность | около 1.9 кВт | около 2.6 кВт | около 2.9 кВт | около 5.8 кВт | около 3.2 кВт | ||
| Уровень шума | около 50 дБ | около 50 дБ | около 50 дБ | около 50 дБ | около 50 дБ | ||
| Габаритные размеры | 4460х1900х2900 мм | 5240х2640х3400 мм | 5740х3020х3240 мм | 6290х3020х3450 мм | 6450х3750х3350 мм | ||
| Общий вес | около 12.8 т | около 22 т | около 25 т | около 25.5 т | около 30 т | ||
| Максимальная толщина гибки | σ =515 Н/мм2 304 нержавеющая сталь | 2,0 мм | 1,5 мм | ||||
| σ =410 Н/мм2 углеродистая сталь | 3,0 мм | 2,0 мм | |||||
| σ =265 Н/мм2 алюминий | 4,0 мм | 3,0 мм | |||||
| Мин. толщина листа | 0.35 мм | 0.35 мм | 0.35 мм | 0.35 мм | 0.35 мм | ||
| Мин. внутренний размер при гибке с 4-х сторон | 140х190 мм | 140х190 мм | 140х190 мм | 140х190 мм | 140х190 мм | ||
| Мин. внутренний размер при гибке с 2-х сторон | 140 мм | 140 мм | 140 мм | 140 мм | 140 мм | ||
| Макс. размер гибки | 1400х1400 мм | 2000х1500 мм | 2500х1500 мм | 2500х1500 мм | 3200х1500 мм | ||
| Количество осей, Синхронизированных | 15 осей | 15 осей | 15 осей | 18 осей | 18 осей | ||
| Сдвижной сегмент инструмента (сапожки) | стандарт | стандарт | стандарт | стандарт | стандарт | ||
Предлагаем гибкие условия оплаты с использованием различных финансовых схем, включая лизинг под 0%.
Для обсуждения условий оставьте заявку на сайте.
От завода - изготовителя до клиента оборудование поставляется в специальной упаковке для международных отправлений эксклюзивно разработанной СИЭФАЙ для каждой модели индивидуально
 Выполняем доставку оборудования в короткие сроки в любую точку страны. Есть возможность поставки многих видов оборудования непосредственно со склада в Москве. Оставьте заявку для обсуждения индивидуальных условий доставки.
Выполняем доставку оборудования в короткие сроки в любую точку страны. Есть возможность поставки многих видов оборудования непосредственно со склада в Москве. Оставьте заявку для обсуждения индивидуальных условий доставки.
Вопрос-ответ по панелегибам (ЧаВо)
-
Что такое панелегиб CFI и как он используется?Панелегиб (автоматический) – это, по сути, гибочный центр с ЧПУ управлением для автоматического сгибания металлических листов толщиной до 3 мм холоднокатанной, реже горячекатанной стали, включительно. При этом производятся панелевидные детали: фасадные кассеты, стенки металлической мебели, дверные полотна, кожуха различного оборудования и многие другие.
-
Сколько стоит панелегиб?В 2-3 раза дороже листогибочного пресса аналогичного уровня и типоразмера. Данный тип оборудования в 5-10 раз более эффективен по сравнению с листогибочным прессом (выше производительность и ниже себестоимость продукции, максимальная повторяемость) при серийном производстве панелевидных деталей. Поэтому имеет огромную, постоянную растущую популярность.
-
Какие преимущества имеет автоматический панелегиб CFI перед листогибочным прессом CFI?- 2500 мм панелегиб по сравнению с листогибом: - Скорость гибки выше в 10 раз, общая производительность выше в 5-6 раз. - Процент брака около 0%. - Заготовку положить, наступить на педаль, извлечь деталь. - Результат повторяемости деталей и производительность не зависит от «верности руки оператора». - Универсальный гибочный инструмент с широким полем использования. - Станина литая чугунная, тяжелее в 3-3,5 раза. - Суммарная мощность двигателей больше в 5-6 раз при среднем энергопотреблении всего 2,5 кВт. - 15 осей против 5 - 7, больше возможностей. - Гибочный инструмент из высокопрочной инструментальной стали. - И т.д.
-
Как составляется программа для станка:Вариант 1 Посредством Off-line программного обеспечения установленном на отдельном ПК через загрузку 3d моделей или цифровой ввод. Вариант 2. Непосредственно на экране ЧПУ станка через цифровой ввод с указанием: Габариты детали, толщина и вид металла, сторон гибки, размеров и углом отгибаемых полок.
-
Как выбрать подходящую модель панелегиба?CFI – команда настоящих профессионалов имеющих за плечами, в среднем, 20 летний опыт реализаций сотен самых разных решений в области обработки листового металла. Просто позвоните нам- мы всегда поможем. Для выбора модели необходимо: А) Определить какой продукт и в каком количестве Вам хотелось бы производить. Вы можете посмотреть готовые решения в закладке «Применение». Определисть что Вы хотели бы приобрести? Только станок? Или гарантированное решение Вашей производственной задачи. Мы отвечаем, что Вы изготовите Ваши детали с нашими решениями. Б) предоставить нашим инженерам 3d модели (Kompas, Invertor, Solidworks) и/или чертежи деталей, планируемых к производству. Мы сохраним конфиденциальность. В) сообщить максимальный типоразмер детали: вид и толщина металла, максимальная длина гиба и высота борта. Г) посетить действующие предприятия, использующие аналогичные модели панелегибов – или наш демо-зал в Домодедово, чтобы ознакомиться с практической стороной использования станков. Д) предусмотреть на планировке своего производства место для размещения оборудования Е) если вы планируете приобретение в лизинг – определиться с размеров авансового платежа и сроком кредитования.
-
Пуско-наладочные работы. Обучение, Гарантийное обслуживание.У нас собственная штатная сервисная служба в составе 8 российских инженеров высокой квалификации по данному направлению. После заключения договора поставки для изучения выдается инструкция на русском языке. По завершение пуско-наладочных работ мы производим обучение в течение 2 - 3 дней. Каждый наш клиент в течение гарантийного срока имеет право получить бесплатно повторный курс обучения. Гарантия на оборудование, как правило, составляет 12 месяцев. Большая часть сервисных проблем решается за счет удаленного подключения. У нас есть неободимый опыт - мы запустили десятки панелегибов по всей территории России. Мы имеем большой склад запасных частей на складах в Москве и Московской области. Срок выезда при критической неисправности – в течение 1 рабочего дня с момента получения заявки от клиента.









